


Alapfelépítés
Munkafelület: az olvadt acéllal közvetlenül érintkező felület, amely nagy-precíziós megmunkálást igényel (Ra érdesség legfeljebb 0,8 μm), és kopásálló-réteggel van bevonva (pl. krómozás).
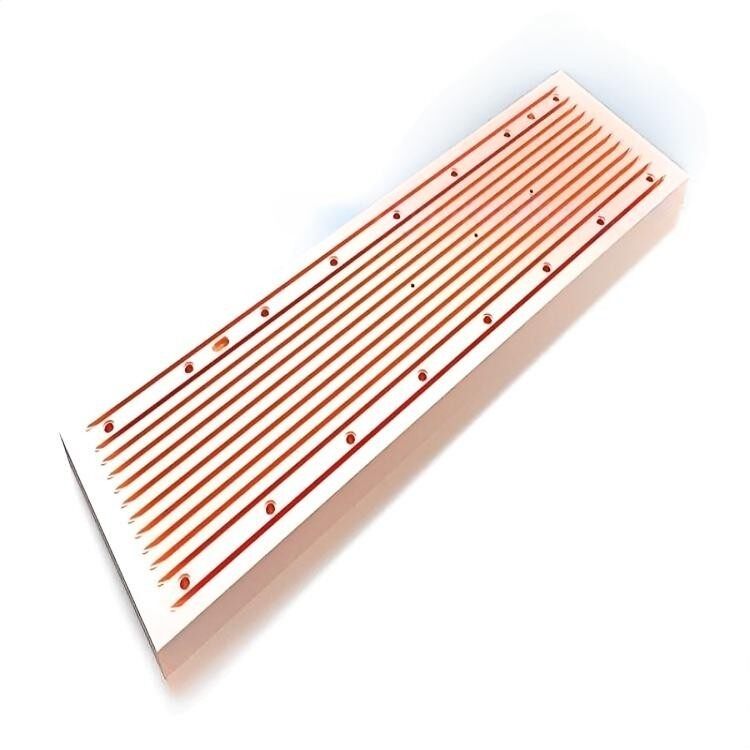
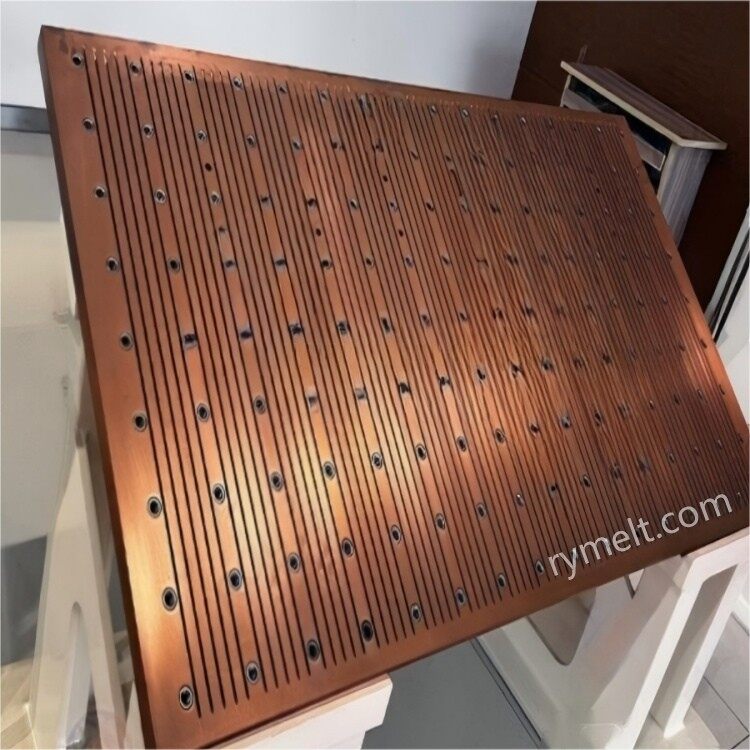
Hűtőréteg: Sűrű hűtőcsatornák vagy hornyok vannak kialakítva a hátoldalon, hogy a nagynyomású vízárammal (1,0-1,5 MPa) gyorsan elvezessék a hőt.
Rögzítési interfész: csavarlyukak vagy hornyok a kristályosító kerethez való csatlakoztatáshoz a rézlemez stabil rögzítésének biztosításához.
Különleges szerkezeti típus
Kombinált rézlemez: blokk-illesztéses kialakítás, könnyen helyi csere (pl. széles-felületű rézlemez födém folyamatos öntéshez).
Formázott rézlemez: H- típusú acél, sínacél és egyéb összetett tuskóöntvény-szelvények gyártásához használják, a belső üreg alakját a késztermékhez kell igazítani.
Vékony szalagos rézlemez: vékony szalag folyamatos öntéshez (vastagság<10mm), the working surface needs to be polished with ultra-high precision (Ra≤0.4μm).
Anyag típusa
Nagy-vezetőképességű oxigén-réz Cu 99,95-nél nagyobb vagy egyenlő, hővezetőképesség: 380 W/(m{4}}K) vagy annál nagyobb, alkalmas alacsony-húzási sebességre, kis-szelvényű tuskóöntésre
Króm-cirkónium rézötvözet Cu-Cr(0,6%~1,2%)-Zr(0,03%~0,3%), szakítószilárdság 350 MPa vagy nagyobb a nagy húzási sebességhez, nagy keresztmetszetű-lapok
Ezüst-rézötvözet Cu-Ag (0,08% ~ 0,12%), magas-hőmérsékletű szilárdságnövekedés 20%-kal, alkalmas magas-hőmérsékletű acél (például rozsdamentes acél) folyamatos öntésére
Felületi bevonat
Krómozás: keménység 800 ~ 1000 HV, hőmérsékletállóság 500 fok vagy annál kisebb, alacsony költség, de gyenge hőfáradásállóság.
Nikkel-kobaltötvözet bevonat (Ni-Co): keménység 500–600 HV, nagy szívósság, kiváló hőálló repedésállóság.
Kompozit bevonat: alsó réteg nikkelezés (0,1 mm) + felületi krómozás (0,05 mm), figyelembe véve a kopásállóságot és a hősokkállóságot.
Tipikus alkalmazások
Födémek folyamatos öntése: a széles rézlemez hossza akár 2000 mm is lehet, 150-300 mm vastagságú födémeket készítve.
Formázott tuskó folyamatos öntés: például I-gerenda, csatornaacél stb., a rézlemez belső üregének alakjának pontosan meg kell egyeznie az öntött tuskó metszetével.
Vékony szalag folyamatos öntés: a rézlemez munkafelületének szuper egyenesnek kell lennie (0,05 mm/m vagy annál kisebb), a hűtési szilárdsági követelmények rendkívül magasak.
Gyakori problémák
A bevonat hámlása: többnyire túlzott termikus igénybevétel vagy elégtelen bevonatkötés miatt, optimalizálni kell a bevonási folyamatot (pl. homokfúvás és érdesítés a bevonat előtt).
Egyenetlen hűtés: többnyire vízkő dugulások vagy rosszul kialakított vízi utak miatt szükséges a vízi utak rendszeres pácolása és a vízi útelosztás optimalizálása.
A munkafelület deformációja: többnyire hosszú távú magas hőmérsékletű kúszás vagy mechanikai hatás okozza, króm-cirkónium rézanyagot kell használni, szabályozni kell a húzási sebességet és a hőmérsékletet.
Repedések a tuskó felületén: többnyire a rézlemez kúposságának eltérése vagy túl erős hűtés okozza, a kúpos görbe beállítására és a helyi hűtési intenzitás csökkentésére van szükség.
Referencia paraméterek
Vastagság: 40-100 mm (munkafelület + hűtőréteg)
Bevonat vastagsága: krómozás 0,05 ~ 0,2 mm; nikkel-alapú ötvözet 0,1–0,3 mm
Hűtővízi út: résmélység 5-10 mm, távolság 15-30 mm
Kúpos kialakítás: egyoldalú kúpos 0,5%~2,0
Cégünk gazdag tapasztalattal rendelkezik a kristályosító rézlemezek és tartólemezek gyártásában és forgalmazásában, professzionális műszaki személyzettel, az ügyfelek egyedi igényei szerint, a gyártás és a feldolgozás terén.
A fenti paraméteradatok referenciaként használhatók, ha konkrét igényei vannak, forduljon hozzánk bizalommal.





